


Notre expertise de traitement de surface
GRENAILLAGE DE PRÉCONTRAINTE
Renforcez vos pièces métalliques de géométrie simple ou complexe avec notre procédé de grenaillage de précontrainte activé par ultrasons (machines standards et spéciales, accessoires de grenaillage et sablage conventionnel, prestation de sous-traitance) En savoir plus



REDRESSAGE/FORMAGE
Modifiez la géométrie de vos plaques et pièces métalliques avec notre système portatif de redressage – formage activé par ultrasons. Ce système est facile à mettre en oeuvre et qualifié par de nombreux donneurs d’ordres. En savoir plus


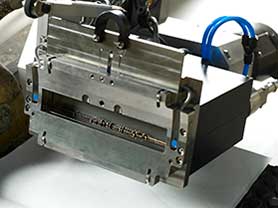
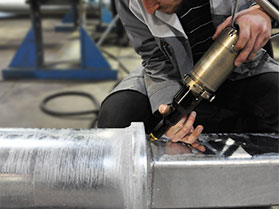
PARACHÈVEMENT DE SOUDURE
Améliorez la tenue en fatigue des ensembles mécano-soudés en modifiant la géométrie du pied de cordon de soudure avec notre procédé de martelage activé par ultrasons, procédé embarqué sur équipement portatif ou automatisé. En savoir plus


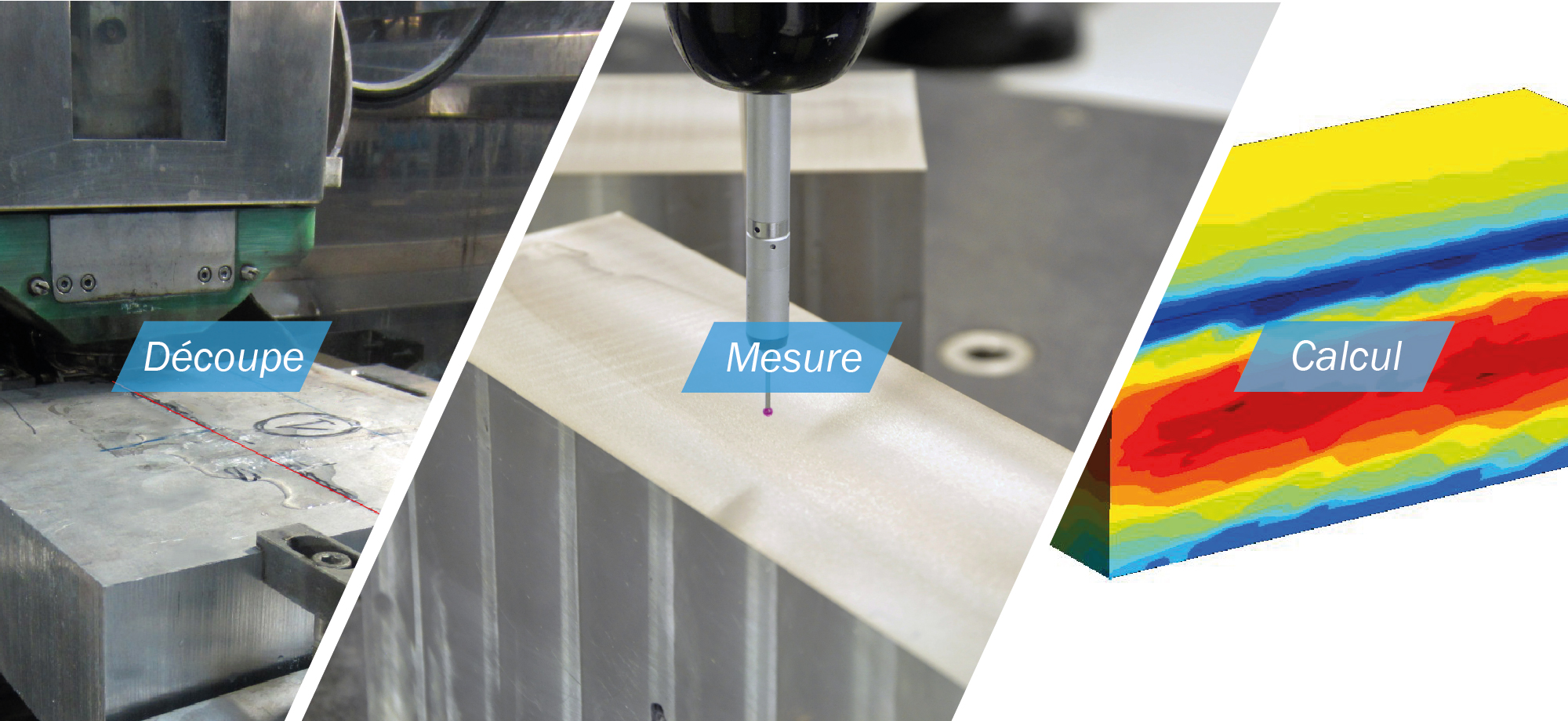
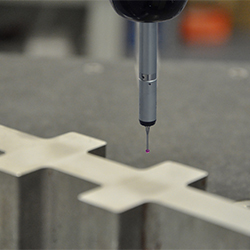
MESURES DE CONTRAINTES RÉSIDUELLES
Le laboratoire de caractérisation de contraintes et de matériaux propose des services de mesures et d’analyses au sein du laboratoire mais aussi ex-situ sur votre site de production. En savoir plus





Le groupe Europe Technologies, membre du pôle Nuclear Valley.
Ce partenariat permet à Europe Technologies d’être acteur des évolutions technologiques de l’industrie du nucléaire et grâce à l’expertise de SONATS de partager son savoir-faire et ses solutions techniques pour augmenter la durée d’utilisation et retarder les amorçages de fissures des réacteurs nucléaires ainsi que l’allongement de la durée de vie des centrales nucléaires. Plus d’infos.
Notre histoire
Depuis plus de 30 ans, SONATS propose des solutions de traitement de surface par impact et services en laboratoire :
SONATS est une société industrielle innovante spécialisée en traitement de surface mécanique par impact à froid avec comme procédé principal le grenaillage de précontrainte par ultrasons ou shot peening (Technologie STRESSONIC®).
Forte de son savoir-faire, SONATS conçoit et réalise une gamme complète de produits, de l’équipement portatif à la machine spéciale ainsi que des services de formations, sous-traitance et caractérisation de contraintes résiduelles in et ex-situ.
Reconnue, qualifiée et certifiée, SONATS s’engage à fournir le meilleur de la technologie grâce à son engagement dans la R&D pour apporter une réponse adaptée aux besoins évolutifs de ses clients.
Nos clients
Actualités & Evénements
Retrouvez nos dernières actualités, dates de participations aux salons régionaux et internationaux, publications et offres d’emplois.

Parachèvement et mécanisation des soudures – Schweissen und Schneiden !
SERVISOUD et SONATS, marques du groupe EUROPE TECHNOLOGIES seront présentes au salon SCHWEISSEN und SCHNEIDEN à ESSEN, dédié aux technologies d’assemblage, de découpe et de traitement de surface du 11…

VENEZ NOUS RENCONTRER AU SIAE 2023 !
📅 Le 19 Juin prochain débutera la 54e édition du salon international de l’Aéronautique et de l’Espace, à Paris-Le Bourget, juqu’au 25 juin. Connu pour être l’un des plus grands…

Conférence internationale sur les contraintes résiduelles – ICRS11
La 11ème conférence internationale sur les contraintes résiduelles aura lieu à Nancy du 28 au 30 mars 2022. La conférence sera ponctuée de pauses durant lesquelles vous pourrez retrouver un…



